Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-11-12 Origen:Sitio









Cuando ves la capa suave y transparente entre dos láminas de vidrio para automóviles, estás mirando la película PVB , el héroe invisible que le da al vidrio laminado su resistencia y seguridad. Detrás de la creación de esa película se esconde una tecnología notable: la línea de extrusión de película de PVB.
En esta guía, explicaremos qué es una línea de extrusión de película de PVB , , cómo funciona y por qué fabricantes líderes como Foshan Bkwell Machinery Co., Ltd. están a la vanguardia de esta tecnología.
PVB (polivinilbutiral) es un polímero especial conocido por su claridad óptica, flexibilidad y fuerte adhesión al vidrio. Estas propiedades la convierten en la capa intermedia ideal para vidrio laminado de seguridad , que se utiliza en automóviles, edificios e incluso paneles solares.


Alta transparencia : apariencia visual clara para parabrisas y vidrio arquitectónico.
Resistencia al impacto : mantiene unidos los vidrios rotos durante el impacto.
Resistencia a los rayos UV : bloquea la dañina radiación ultravioleta.
Aislamiento acústico : reduce la transmisión de ruido en edificios y vehículos.
Durabilidad climática : funciona bien en temperaturas y humedad extremas.
| Beneficios | de la aplicación | industrial |
|---|---|---|
| Automotor | Parabrisas, cristales laterales y de techo | Seguridad, claridad óptica, reducción de ruido. |
| Construcción | Vidrio laminado de seguridad | Integridad estructural, bloqueo de rayos UV. |
| fotovoltaica | Encapsulación de paneles solares | Estabilidad a largo plazo, transparencia |
| Decorativo / Arquitectónico | Vidrio coloreado o estampado | Atractivo estético, seguridad. |
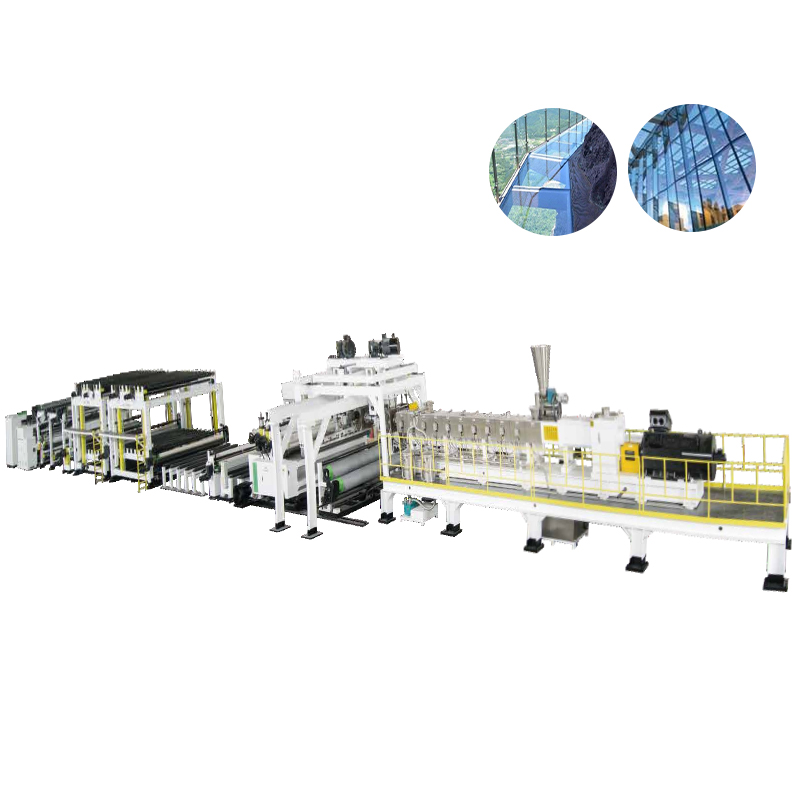
Una línea de extrusión de película de PVB es un sistema de producción totalmente automatizado que transforma la resina de PVB en películas continuas y uniformes mediante calentamiento, fusión, extrusión y calandrado..
Esta maquinaria avanzada combina control de temperatura de precisión, diseño de tornillos y automatización inteligente para garantizar que la película cumpla con los exigentes estándares de calidad para vidrio de seguridad y otras aplicaciones.
Producción continua: espesor de película constante y desperdicio reducido.
Eficiencia energética: las zonas de calefacción controladas optimizan el uso de energía.
Mejor calidad: Acabado superficial liso, sin burbujas, excelente transparencia.
Automatización: Operación más fácil y menos ajuste manual.
El proceso comienza cuando los gránulos o escamas de resina de PVB se cargan en un sistema de secado y alimentación. .
Debido a que el PVB absorbe la humedad fácilmente, el secado es esencial (generalmente a 60–80 °C durante varias horas) para evitar burbujas y turbidez en la película final.
Dentro de la extrusora , un tornillo diseñado con precisión gira dentro de un cilindro calentado.
El tornillo comprime y funde la resina gradualmente.
Las zonas de calentamiento (alimentación → compresión → dosificación) mantienen una temperatura uniforme.
El material fundido se vuelve homogéneo y listo para ser moldeado.
Las extrusoras de Foshan Bkwell Machinery cuentan con relaciones L/D optimizadas y control de temperatura multizona para una fusión de PVB estable y sin burbujas.
La resina fundida fluye a través de un sistema de filtro que elimina las impurezas.
Luego, una bomba de fusión garantiza un flujo constante y sin pulsaciones hacia el troquel, manteniendo un espesor y una calidad de película constantes.
La masa fundida pasa a través de una matriz en T o una matriz plana y se extiende uniformemente para formar una película ancha y delgada.
Los labios del troquel son ajustables para controlar el ancho y la uniformidad de la película.
La temperatura de la matriz (200–230°C) garantiza un flujo y una transparencia perfectos.
La película recién formada pasa a través de tres rodillos enfriadores calandrados con precisión que le dan forma y la enfrían simultáneamente.
El control de temperatura del rollo le da a la película una superficie brillante y uniforme.
La tolerancia del espesor puede ser tan precisa como ±0,01 mm.
Finalmente, se recortan los bordes y la película se enrolla en rollos mediante sistemas de bobinado controlados por tensión. .
Cada rollo se etiqueta, corta y prepara automáticamente para la laminación o almacenamiento.
| Componente | Función | Características clave |
|---|---|---|
| Sistema de secado y alimentación | Elimina la humedad de la resina. | Secadores deshumidificadores, cargadores automáticos |
| Extrusor | Derrite y mezcla resina PVB. | Zonación de temperatura precisa con un solo tornillo |
| Bomba de fusión y filtro | Estabiliza la presión y filtra las impurezas. | Cambiador de malla fina |
| Cabezal en T | Da forma a la resina fundida y la convierte en una película. | Labios de troquel ajustables, flujo uniforme |
| Unidad de calandrado | Suaviza y enfría la película. | Sistema de tres rodillos con control de temperatura. |
| Sistema de bobinado | Recoge y rueda la película. | Control automático de tensión y alineación. |
| Panel de control PLC | Sistema operativo central | Interfaz de pantalla táctil, monitoreo de datos en tiempo real |
| Parámetro | Rango recomendado | Descripción |
|---|---|---|
| Temperatura de extrusión | 160–230°C | Depende del tipo de resina y del espesor de la película. |
| Velocidad del tornillo | 20 a 80 rpm | Ajustado para salida y calidad de fusión. |
| Relación L/D | 28–32 | Los tornillos más largos mejoran la mezcla y la estabilidad de la fusión. |
| Relación de compresión (ε) | 2,0–2,8 | Equilibra el corte y la presión para una fusión uniforme |
| Temperatura del rollo de calendario | 30–60°C | Afecta el brillo y la calidad de la superficie. |
| Espesor de la película | 0,38 mm / 0,76 mm típico | Basado en estándares de vidrio laminado |
Hacer de alta calidad una película de PVB no se trata sólo de utilizar los materiales adecuados, sino de ajustar perfectamente el proceso de extrusión . Cada pequeño detalle cuenta. Desde la temperatura del cilindro hasta la velocidad del tornillo, el equilibrio adecuado garantiza que la película se mantenga clara, sin burbujas y uniforme de borde a borde. Analicemos cómo optimizar cada factor para obtener los mejores resultados de extrusión.
La resina PVB es sensible. Demasiado calor lo quema. Demasiado poco deja manchas sin derretir. El objetivo es un calentamiento estable y gradual en cada zona del cañón.
| Zona | Función | Temperatura típica (°C) | Notas clave |
|---|---|---|---|
| Zona de alimentación | Inicio de fusión | 40–60 | Manténgase bajo para evitar que se formen puentes o se peguen. |
| Zona de compresión | Zona de fusión principal | 150–180 | El calor constante garantiza un flujo de fusión uniforme |
| Zona de medición | Homogeneizar la masa fundida | 180–210 | Evite los picos para evitar burbujas. |
| Zona de matriz | Conformación de película | 200-230 | Ajuste fino para una superficie suave y brillante |
Consejos:
Mantenga los calentadores espaciados uniformemente para evitar puntos fríos.
Esté atento a la decoloración: significa sobrecalentamiento.
Precaliente siempre el troquel ligeramente por encima de la zona de medición para un flujo estable.
El tornillo es el corazón del extrusor. Su geometría decide con qué suavidad se funde y mezcla el PVB.
| Parámetro | Rango ideal | Por qué es importante |
|---|---|---|
| Relación L/D | 28–32 | Los tornillos más largos mejoran la fusión y la mezcla |
| Relación de compresión | 2,0–2,8 | Ayuda a controlar el cizallamiento y la presión de salida. |
| Velocidad del tornillo | 20 a 80 rpm | Equilibra la producción y la calidad de la masa fundida |
Consejos rápidos:
Utilice un tornillo de compresión progresiva para una fusión uniforme.
Evite funcionar a altas RPM, ya que sobrecalienta la masa fundida.
Agregue una sección de mezcla o tramo de barrera para mejorar la uniformidad del derretimiento.
Cuando ajuste la velocidad del tornillo, cámbiela gradualmente. Los saltos repentinos pueden provocar golpes de presión o flujo desigual.
Piense en la presión de fusión como el latido del corazón de la línea. Demasiado alto y la película se rasga o se quema. Demasiado bajo y el flujo se vuelve desigual.
Mantenga la presión de fusión dentro de una ventana de funcionamiento estable (normalmente entre 8 y 15 MPa).
Utilice una bomba de derretimiento para obtener un flujo y un espesor constantes.
Controle la contrapresión : un pequeño aumento ayuda a mezclar pero agrega calor.
Una curva de presión estable significa calidad estable. Las fluctuaciones muestran que algo anda mal: tal vez el filtro o la matriz estén obstruidos.
El enfriamiento decide la textura final y la claridad de la película de PVB. La sección de calandrado debe enfriar la masa fundida uniformemente sin estresarla.
| Configuración | del rango típico | Efecto en la calidad |
|---|---|---|
| Temperatura del rollo | 30–60°C | Temperatura más alta = película brillante; temperatura más baja = superficie mate |
| Presión del rodillo | 1,5–3,0 MPa | Mantiene el espesor uniforme |
| Velocidad de pellizco | Igualar la velocidad de extrusión | Previene estrías y líneas de tensión. |
Consejos profesionales:
Utilice control de temperatura independiente en cada rollo para mayor precisión.
Ajuste la presión del rodillo con cuidado; demasiada presión provoca un blanqueamiento por tensión.
Mantenga las superficies lisas de los rodillos; Los rayones aparecen en la película al instante.
La resina PVB es higroscópica: le encanta el agua. La humedad produce neblina, burbujas o turbidez. Mantenlo seco.
Seque previamente la resina a 60–80°C durante al menos 3–5 horas.
Utilice secadores deshumidificadores para mantener la humedad por debajo del 0,3%.
Mantenga un entorno limpio: incluso el polvo puede manchar la película.
La temperatura ambiente entre 22 y 25 °C mantiene el proceso estable.
Al cambiar lotes de resina, pruebe primero el flujo de fusión. Pequeñas diferencias en la viscosidad pueden afectar los parámetros de configuración.
Las líneas de extrusión modernas utilizan sistemas de control inteligentes para optimizar la calidad de la película automáticamente.
Los controladores de temperatura digitales mantienen estable cada zona.
Los sensores de presión detectan obstrucciones o desalineación del troquel.
Los medidores láser miden el espesor en tiempo real.
Los sistemas de retroalimentación basados en IA ajustan la temperatura y la velocidad del tornillo automáticamente.
Estos sistemas reducen los ajustes de prueba y error, ahorrando tiempo y material.
| Tecnología | Función | Beneficio |
|---|---|---|
| PLC + Control de pantalla táctil | Monitoreo en tiempo real | Simplifica la operación |
| Control de presión de circuito cerrado | Mantiene un flujo constante | Reduce la variación de la película. |
| Ajuste automático de espesor | Corrección en tiempo real | Perfecta uniformidad |
| Problema | Causa probable | Solución |
|---|---|---|
| Burbujas en el cine | Humedad en resina | Aumente el tiempo de secado, revise la tolva |
| película amarilla | Calentamiento excesivo | Bajar la temperatura del cilindro o del troquel |
| superficie ondulada | Desequilibrio de enfriamiento | Ajustar la temperatura del rollo |
| Espesor desigual | Problema de presión o separación del troquel | Limpiar el filtro, equilibrar el flujo de fusión |
| superficie opaca | Baja temperatura del rodillo | Aumente el calor del rodillo o pula los rodillos |
Incluso pequeños cambios (unos pocos grados o RPM) pueden devolver la calidad de la película a la perfección.
Incluso la más avanzada línea de extrusión de película de PVB puede enfrentar desafíos durante la producción. Burbujas, neblina, coloración amarillenta: estos problemas frustran a los operadores y desperdician material. ¿La buena noticia? La mayoría de los problemas tienen causas claras y soluciones sencillas una vez que sabes dónde buscar. Exploremos los problemas más frecuentes, por qué ocurren y cómo resolverlos rápidamente.
Si su película se ve turbia o llena de pequeñas burbujas, generalmente es un problema de humedad o temperatura . La resina de PVB absorbe agua fácilmente y la humedad atrapada se convierte en vapor cuando se calienta.
| Descripción de la | causa | Solución |
|---|---|---|
| Humedad en resina | El vapor de agua crea burbujas durante la fusión. | Resina presecada a 60–80°C durante 3–5 horas |
| Sobrecalentamiento en barril | El exceso de calor descompone el polímero. | Temperaturas más bajas de la zona de compresión y medición. |
| Aire atrapado en fusión | Mala ventilación o filtro bloqueado | Revise el puerto de ventilación y limpie los filtros regularmente |
| Alta velocidad de tornillo | Demasiado cizallamiento agrega aire a la masa fundida | Reduzca las RPM o agregue una sección ventilada |
Consejo: utilice un secador deshumidificador en lugar de un secador de aire caliente; mantiene la humedad por debajo del 0,3 %, evitando por completo la neblina.
Un tinte amarillo o un olor a quemado significa que la resina se está degradando con el calor . Una vez que eso sucede, la claridad óptica disminuye rápidamente.
Posibles causas:
Temperatura del cilindro o del troquel demasiado alta.
Largo tiempo de residencia dentro del extrusor.
Materia prima contaminada o resina reciclada.
Correcciones:
Reduzca la temperatura en las zonas de dosificación y matriz entre 10 y 15 °C.
Reduzca la velocidad del tornillo para acortar la exposición del material al calor.
Utilice resina virgen limpia o triturado prefiltrado.
Inspeccione los calentadores y termopares para detectar calentamiento desigual.
Movimiento profesional: Mantenga la temperatura de fusión por debajo de 230 °C para el PVB. Cualquier valor superior corre el riesgo de decoloración y mala adherencia.
Cuando un lado de la película se siente más grueso, no es tu imaginación. Generalmente es un problema en el equilibrio de presión o en la alineación del troquel..
| Causa | Efecto | Acción recomendada |
|---|---|---|
| Filtro o malla obstruidos | Flujo restringido en un lado | Reemplace los filtros, limpie la placa rompedora |
| Los labios están desalineados | Espacio de extrusión desigual | Ajuste los pernos de la matriz o la alineación de los labios |
| Presión de fusión inestable | Flujo inconsistente para morir | Estabilizar la presión mediante la bomba de fusión |
| Desequilibrio de presión de rodillo | La película se estira de manera desigual | Calibrar la separación entre rodillos y la fuerza de corte |
Además, asegúrese de que la temperatura en todo el troquel se mantenga uniforme. Incluso una pequeña diferencia de 5°C puede hacer que un borde se espese.
Las marcas en la superficie pueden arruinar un rollo de película perfecto. A menudo se remontan a equipos contaminados o superficies desgastadas..
Causas comunes:
Partículas de polvo o suciedad en la alimentación de resina.
Rodillos de calandra o labios de matriz rayados.
Residuos atascados de ejecuciones anteriores.
Soluciones rápidas:
Limpie la tolva y el sistema de alimentación antes de cada lote.
Pula o reemplace los rollos rayados.
Utilice resina de purga cuando cambie colores o grados.
Inspeccione el troquel con regularidad; incluso una pequeña rebaba puede dejar líneas visibles.
Consejo: cubra siempre los rollos de película durante el enfriamiento. El polvo en suspensión puede incrustarse en superficies blandas de PVB.
La deformación del borde parece menor pero puede causar grandes problemas en la laminación. Generalmente se debe a un enfriamiento o tensión desigual..
| Problema | Causa probable | Corrección |
|---|---|---|
| Rizado hacia adentro | Enfriamiento desigual entre los rollos superior e inferior | Temperaturas del rodillo de equilibrio |
| superficie ondulada | Tensión excesiva en la bobinadora. | Ajuste el control de tensión y la velocidad de bobinado. |
| Deformación de bordes | Espesor de película desigual | Calibrar la presión del troquel y de corte |
| Deslizamiento de la película | Presión inadecuada del rodillo | Aumente ligeramente la presión de agarre |
Esté atento a la diferencia de temperatura entre los rodillos de la calandria ; trate de lograr una variación de menos de 3 °C.
A veces, la película de PVB no se adhiere correctamente al vidrio durante la laminación. Esto suele indicar contaminación de la superficie o envejecimiento de la película..
Por qué sucede:
Residuos de polvo, aceite o silicona en el cristal.
Película almacenada demasiado tiempo en condiciones de humedad.
Temperatura o presión de laminación incorrecta.
Cómo solucionarlo:
Limpiar el vidrio con alcohol o detergente especializado.
Mantenga la película sellada en un embalaje a prueba de humedad.
Utilice una temperatura de laminación de entre 130 y 145 °C y una presión constante.
Reemplace los rollos viejos si exceden su vida útil (generalmente 6 meses).
Consejo profesional: almacene la película de PVB en un ambiente controlado (23 °C, menos del 30 % de humedad) para obtener mejores resultados de unión.
Si el extrusor se detiene inesperadamente o la producción fluctúa, es hora de revisar el sistema, no solo el material.
Posibles razones:
Fallo del sensor o señal falsa.
Canal de fusión bloqueado o obstrucción del filtro.
Suministro de energía inconsistente o exceso de temperatura.
Pasos para la solución de problemas:
Verifique el registro de errores del PLC para detectar códigos de falla.
Inspeccione los calentadores, sensores y cableado en busca de daños.
Reemplace o limpie las mallas de filtro bloqueadas.
Reinicie usando una temperatura más baja del barril para evitar que se queme la resina.
Un programa de mantenimiento preventivo confiable evita la mayoría de estas paradas antes de que ocurran.
| Problema | Causa probable | Solución recomendada |
|---|---|---|
| Burbujas / Neblina | Humedad en resina | Resina seca, reducir la temperatura. |
| Película amarilla | Calentamiento excesivo | Bajar la temperatura de fusión, desacelerar el tornillo |
| Espesor desigual | Morir desequilibrio | Ajuste los labios del troquel, limpie el filtro |
| Arañazos | Rollos sucios | Limpiar o pulir rodillos |
| Rizado de bordes | Enfriamiento desigual | Equilibre la temperatura y la presión del rodillo |
| Mala adherencia | Contaminación | Limpiar el vidrio y guardar la película en un lugar seco. |
| Apagado automático | error del sistema | Inspeccionar sensores, limpiar filtro |
Para minimizar los defectos recurrentes, haga del mantenimiento una rutina, no una reacción.
Limpie la matriz, el tornillo y el cilindro después de cada turno de producción.
Reemplace los filtros antes de que alcancen un 80% de obstrucción.
Calibre los sensores de temperatura mensualmente.
Lubrique las piezas mecánicas según el programa del fabricante.
Mantenga un registro de todos los cambios de parámetros y problemas observados: los patrones revelan las causas fundamentales rápidamente.
Las líneas de extrusión modernas se centran en el ahorro de energía y la sostenibilidad , un compromiso que se alinea con la misión de Bkwell.
Reduce el consumo de energía hasta un 35%.
Garantiza un calentamiento más rápido y uniforme.
Menos estrés térmico en los componentes de la máquina.
Las interfaces PLC y de pantalla táctil simplifican la operación.
Los bucles de retroalimentación automatizados mantienen una salida constante.
Los algoritmos de autoaprendizaje optimizan las zonas de temperatura.
Soporte para resina PVB reciclada a partir de residuos de vidrio laminado.
Menor huella de carbono y generación de residuos.
Foshan Bkwell Machinery Co., Ltd. integra diseños ecológicos y de ahorro de energía en todos los sistemas de extrusión, lo que ayuda a los clientes a reducir costos y al mismo tiempo proteger el medio ambiente.
Utilice siempre guantes, gafas y calzado de seguridad.
Mantenga el área libre de riesgos de resbalones y superficies calientes.
Nunca abra la matriz o el cilindro durante la operación.
Limpie el tornillo, el cilindro y la matriz con regularidad utilizando métodos no abrasivos.
Inspeccione los calentadores, sensores y sellos semanalmente.
Reemplace las piezas desgastadas rápidamente para evitar defectos.
Fundada en 2017, Foshan Bkwell Machinery Co., Ltd, . es un fabricante de maquinaria de extrusión de plástico de alta gama del Grupo Jwell , con sede en el distrito de Shunde, Guangdong, China..
Bkwell se especializa en investigación y desarrollo, producción y venta de líneas de extrusión avanzadas , incluidos equipos de extrusión de películas de PVB diseñados para las industrias automotriz, de construcción y fotovoltaica.
Alcance global: fábricas en el sur de China y Tailandia, que prestan servicios en el sudeste asiático y más allá.
Enfoque de innovación: I+D avanzada en moldeo por extrusión de alta gama y controles digitales.
Ingeniería personalizada: líneas personalizadas que se adaptan a sus necesidades de resina, espesor y producción.
Compromiso de Sostenibilidad: Máquinas que reducen el desperdicio de energía y materiales.
Soporte Postventa: Instalación, capacitación y asistencia técnica de por vida.
Cuando invierte en una línea de extrusión de película de PVB de Foshan Bkwell Machinery, está invirtiendo en rendimiento constante, eficiencia e ingeniería a nivel global.
La película de PVB desempeña un papel esencial en los productos solares y de vidrio de seguridad modernos, y una línea de extrusión de película de PVB es donde comienza esa historia.
Al combinar ingeniería de precisión, sistemas de control inteligentes y tecnología sostenible, , Foshan Bkwell Machinery Co., Ltd. ofrece soluciones de extrusión confiables y confiables en todo el mundo.
Ya sea que esté configurando una nueva línea de producción o actualizando la existente, la experiencia de Bkwell garantiza que su inversión conduzca a una calidad de película superior, mayor producción y rentabilidad a largo plazo..


